OTOMATİK ULTRASONİK
PHASED ARRAY (PAUT)
DQE, radyografi yerine kodlara uygun bir şekilde uygulanabilecek ultrasonik muayene çözümleri sunmaktadır. Bu teknikler, radyografinin iş güvenliği riskleri ve işin durdurulmasına gerek olmadan, kaynak dikişleri ve ürünlerin muayenesinde mümkün olan en yüksek hata tespit etme kapasitesini sağlamaktadır.
AUT sistemleri günümüzde Phased Array & TOFD teknolojilerini birlikte kullanarak oldukça portatif hale gelmiştir. Tek bir phased array probu farklı odaklanmış onlarca konvansiyonel probun yerini almaktadır.
DQE, 10 yılı aşkın AUT tecrübesi ve Pipewizard, Focus-LT de dahil olmak üzere dünyada kabul görmüş en güçlü ekipman ile yüksek kalitede güvenilir hizmet sağlar.
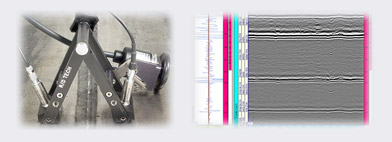
Phased array teknolojisi ile ses dalgaları elektronik olarak kontrol edilerek ses demetine istenilen açı aralığı verilebilir ve özel odaklama yapılabilir. Hataların konum ve boyutlarını gösteren 2D ve 3D görüntüler elde edilir.
Daha Hızlı ve Daha İyi Muayene
DQE, PAUT & TOFD kapsamlarında da akreditedir ve muayene personeli ISO 9712’ye göre akredite kurumlardan sertifikalıdır. DQE çok geniş bir kalibrasyon ve doğrulama blok havuzuna sahiptir. Ayrıca kaynaklı /kaynaksız blok üretebilmekte ve tüm prosedür validasyonu, personel kalifikasyonu işlemlerini A’dan Z’ye başarıyla sağlamaktadır.
ÖZEL UYGULAMA ALANLARI
TOFD
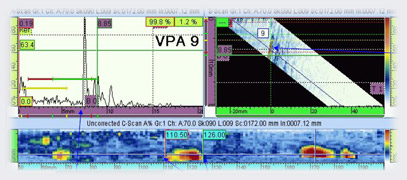
Uçuş zamanından faydalanarak difraksiyon tekniğini kullanan ileri ultrasonik muayene teknolojisidir. Geniş bir ses demeti süreksizliğe çarpar ve süreksizlikte meydana gelen titreşim özellikle uçlarından enerji yayılmasına sebep olur. Böylece kaynak geometrisine göre kurulum gerekmeksizin hataları açısal yönlenmesinden bağımsız olarak tespit edebilir. Phased Array’e ilaveten uygulandığında en yüksek hassasiyette hata tespiti ve ölçüm imkanı sağlanır.
AVANTAJLARI
Hızlı raporlama / hızlı ve kesin karar verme
ÖZEL UYGULAMA ALANLARI
KÜÇÜK ÇAPLI BORULARDA PHASED ARRAY MUAYENESİ
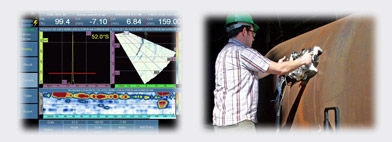
DQE, son teknoloji prob ve tarayıcıları ile «19mm çap ve 3,2mm et kalınlığından başlayarak» küçük çaplı borular için Phased Array ile görüntülü kaynak muayenesi imkanı sunmaktadır.
Tarayıcı ve probların kazanlara özel ince tasarımı sayesinde, 13 mm radyal açıklık tarama için yeterli olmaktadır. Problar kavisli kristal kullanılarak ince et kalınlıkları için özel odaklanmıştır. Böylece yüksek tespit ve ölçüm hassasiyeti sağlar.
KAZAN BORULARINDA NEDEN RADYOGRAFİ (RT) YERİNE PAUT?
STANDARTLARA UYGUNLUK